Considerations for standard, modified, and custom aluminum doors
by Katie Daniel | May 9, 2017 11:59 am
 [1]
[1]by Jon O’Neil
Selecting entrance systems for use in commercial and institutional buildings involves balancing multiple factors, including location, function, and appearance, along with the occupants’ frequency of use, the facility manager’s maintenance program, and the project’s budget and schedule. Combining these considerations with code and performance specifications will determine whether the doors chosen are standard, modified, or custom.
This article offers five key factors to consider throughout the selection process for aluminum swinging doors and frames in commercial applications:
- extruded aluminum components;
- hardware requirements and specifications;
- frame types, components, and options;
- performance expectations and requirements; and
- finish choices.
Extruded aluminum components
Aluminum is frequently the material of choice for manufacturing commercial fenestration systems such as windows, curtain walls, storefronts, and entrances. The American Architectural Manufacturers Association/Window and Door Manufacturers Association (AAMA/WDMA) 2015/2016 report, “Study of the U.S. Market for Windows, Doors, and Skylights[2],” stated aluminum accounted for about 89 percent of nonresidential construction.
 [3]
[3]Aluminum’s strength, light weight, corrosion resistance, recyclability, and ease of fabrication make it suitable for a broad range of applications. In commercial fenestration systems, aluminum extrusions are used frequently for framing members and other components.
The aluminum extrusion process forms metal products by pushing a heated billet of aluminum through a die before a finish is applied. The shape of the die determines the shape of the extrusion. Using aluminum billet and a powerful hydraulic press, extruders can produce almost any shape imaginable. Complex shapes can be realized in one-piece extruded aluminum sections without having to rely on mechanical joining. The resulting profile is typically stronger and less likely to loosen or leak over time than an aluminum section with mechanical joining.
Approximately one-third the weight of iron, steel, copper, or brass, aluminum extrusions tend to be comparatively easier to handle, less expensive to ship, and an attractive material for use in applications where weight reduction is a priority, according to AAMA’s Aluminum Material Council. (For more, read “Aluminum: The Total Solution for Sustainable, Strong, and Efficient Commercial Building Design,” at www.aamanet.org/pages/brochures[4].) Tooling for aluminum extrusion also is relatively inexpensive and generally has short lead times, which facilitates prototype development, testing, and product launches.
Due to the very nature of the extrusion process, aluminum’s strength can be improved by including varying wall thicknesses and internal reinforcement in the profile design. Cold-weather applications are particularly well-served by thermally improved extrusions. Aluminum becomes stronger as the temperatures fall, and in warm-weather applications, it will not warp. This material also combines strength with flexibility—it can flex under loads or spring back from the shock of impact, such as from an explosive blast or from windborne debris in hurricanes.
Aluminum will not rot, peel, or flake. It does not burn, even at extremely high temperatures, and does not produce toxic fumes. Extrusions also offer excellent corrosion resistance, as they do not rust. Aluminum surfaces are shielded by their own naturally occurring oxide film—a protection that can be enhanced by anodizing, painting, or other finishing processes.
Supporting environmentally responsible building projects, aluminum—in the form of bauxite—is the third-most-abundant element in the Earth’s crust, next to oxygen and silicon. According to the Aluminum Association, demand for aluminum is up almost 30 percent[5] from 2009 due to increasing interest in energy-efficient products and production processes, such as those promoted by green building guidelines such as the Leadership in Energy and Environmental Design (LEED) rating system. Nearly 75 percent of all aluminum produced is still in use today. At the end of its useful life as a fenestration component, this material can be recycled infinitely, with no degradation of mechanical properties.
 [6]
[6]Aluminum door components
The extruded aluminum components of commercial entrance systems include stiles (i.e. a door’s vertical members), rails (i.e. horizontal members), and framing. A single door may be called a leaf, and two doors together are called a pair.
The intersection of the rails and stiles creates a corner that may be:
- constructed with tie rods and shear blocks, as well as corner blocks;
- welded; or
- produced via a combination of methods.
Glass stops in the rails and stiles hold the glass in place.
The framing surrounding an operable door includes a header across the top and jambs along the sides. The hardware attached to these components allows the doors to open, close, and lock. Thresholds are installed at the bottom of a doorframe to keep water and weather out, and to make it easier to transition from one side to the other.
Doors have rails that run between the stiles. Typically, the bottom rail is 101.6 to 254 mm (4 to 10 in.) high and the stiles are 50.8 to 152.4 mm (2 to 6 in.) wide, with glass stops supporting thicknesses of 6.4 to 25.4 mm (¼ to 1 in.). The most common configurations are generally established as standard bundled offerings.
Modifications to the standard templates can feature a variety of rail and stile sizes and support non-standard glass thicknesses. Medium and wide vertical stiles also provide for the use of many non-standard panic exit devices common to public and educational buildings. Modified top rails increase the face dimension of the extruded member to accommodate a door closer or other hardware item, and modified bottom rails increase the height for appearance or to prevent foot contact with the glass. The typical height of the top rail matches the width of the vertical stiles, while the typical height of the bottom rail is larger.
Modified doors may also add a vertical intermediate stile or a horizontal mid-rail. Some manufacturers include a ‘blank door’ in their modified offerings, where the glazing contractor opts to install the hardware of its choice.
Custom doors by definition are specialized beyond the modified entrance systems. One example can be heavy-wall institutional doors with 50.8-mm (2-in.) thick profiles, 0.5-mm (3/16-in.) thick extrusion walls, and face dimensions of 76.2 to 152.4 mm (3 to 6 in.). Others can include blast-mitigating or hurricane-impact-resistant doors, or those with hardware not provided by the manufacturer as standard.
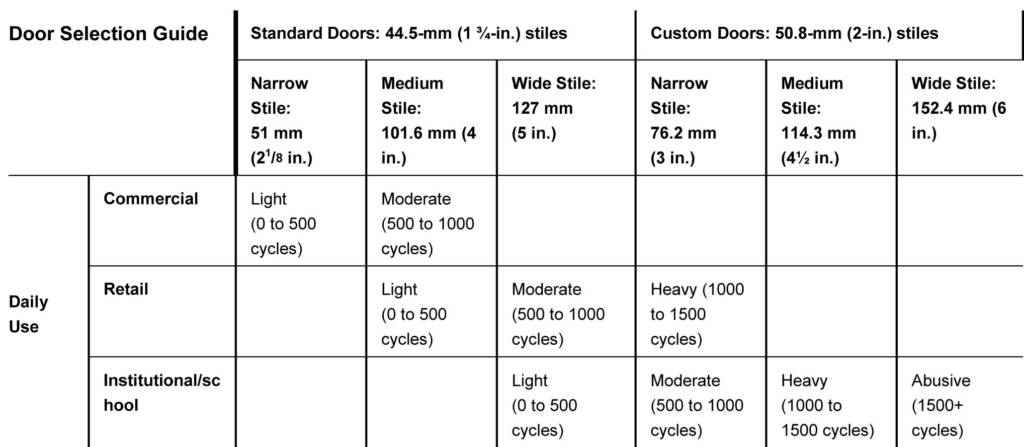
With numerous options available, selection guides may be helpful to determine the optimal door to fit a project’s needs (Figure 1).
 [7]
[7] [8]
[8]Hardware requirements and specifications
Manufacturers of aluminum doors offer inexpensive options for push bars, pull handles, closers, hinges, pivots, and locks. Assisted operators and accessible thresholds may also be considered part of the standard offering to comply with the Americans with Disabilities Act (ADA). The hardware is typically made from aluminum, with the exception of mortised hinges.
The hardware should provide acceptable service under light to moderate usage for a standard warranty period, usually of two years. Hardware suppliers test for durability per the A156 Series Standards set by the American National Standards Institute (ANSI) and the Builders Hardware Manufacturers Association (BHMA).
Hardware for modified doors may include:
- push bars and pull handles mounted back-to-back or in special locations;
- continuous hinges; and
- intermediate hinges and pivots for doors larger or heavier than is standard.
Beyond standard deadbolt and panic exit devices, modified locking mechanisms are offered as latch locks, hook and short throw bolts, thumb turns, and electric strikes and panic devices. Non-standard panic devices may reduce the clear opening of a door, making it non-compliant with ADA.
Electric/magnetic card readers, other keyless entry systems, or electric hardware requiring a power transfer from the frame to the door are also available on many standard, modified, and custom doors. Special-order push/pulls, hinging, or anything else not typically supplied by the manufacturer will also be part of a custom door.
If customization is essential, it is best to ask for an overview of the door manufacturer’s capabilities and services. Some may only prepare the door to accept the custom hardware. Others will also provide installation of the hardware.
Frame types and components
Standard door-leaf dimensions are generally 0.9 x 2.1 or 1.1 x 2.1 m (3 x 7 or 3.5 x 7 ft). The framing dimensions add 44.5 or 25.4 mm (1¾ or 2 in.) vertically and 88.9 or 101.6 mm (3½ or 4 in.) horizontally. To accommodate transom units above the doors, frames may extend up to 3 m (10 ft) tall.
Profiles on standard frames are 44.5 x 114.3 or 50.8 x 114.3 mm (1¾ x 4½ or
2 x 4½ in.) for 25.4-mm (1-in.) thick glass. Some manufacturers have also started offering 50.8 x 165.1-mm (2 x 6½-in.) door profiles as standard. Pile weathering strips are used at the door stops of standard products with optional sweeps at the bottom rail.
 [9]
[9]Modified frames include larger sizes—up to 1.2 x 2.7 m (4 x 9 ft) for a single door, applicable for reveal, flush-with-frame, and non-standard frame configurations (e.g. continuous headers and banks of doors). Transom frames on modified doors may reach up to 7 m (24 ft) in height.
Custom frames include subframes added to a curtain wall system for hardware attachment and leveling, as well as frames that have been engineered and fabricated for thermal performance, blast mitigation, and hurricane impact resistance.
Performance expectations and requirements
Standard doors should be expected to successfully pass industry testing for:
- static air infiltration per ASTM E283, Test Method for Determining Rate of Airflow Through Exterior Window, Curtain Walls, and Doors Under Specified Pressure Differences Across the Specimen;
- structural performance per ASTM E330, Test Method for Structural Performance of Exterior Windows, Curtain Walls, and Doors by Uniform Static Air Pressure Difference;
- water penetration per ASTM E331, Test Method for Water Penetration of Exterior Windows, Curtain Walls, and Doors by Uniform Static Air Pressure Difference; and
- breakaway forces per ASTM E2068, Standard Test Method to Determine the Operating and Breakaway Forces of Sliding Windows and Doors.
Thermal improvement
Most manufacturers classify thermally improved doors and frame extrusions as modified doors. To maintain the door’s structural integrity while also reducing the transfer of heat through the aluminum components, a thermal break or barrier between the extruded profile’s interior and exterior surfaces is necessary. There are two principal types of thermal barriers used in North America:
- polyurethane poured and debridged; and
- polyamide insulating strut.
Thermal doors can be tested and expected to conform to:
- AAMA 507-15, Standard Practice for Determining the Thermal Performance Characteristics of Fenestration Systems in Commercial Buildings;
- AAMA 1503-09, Voluntary Test Method for Thermal Transmittance and Condensation Resistance of Windows, Doors, and Glazed Wall Sections; and
- National Fenestration Rating Council (NFRC) 102-2010, Procedure for Measuring the Steady-state Thermal Transmittance of Fenestration Systems.
In addition to supporting energy-efficiency goals and comfortable interior temperatures for occupants, thermally insulated door and frame extrusion components can also reduce the occurrence of both condensation and frost in cold climates.
 [10]
[10]Hurricane resistance
In coastal climates prone to hurricane-force winds, building products must demonstrate their resilience to windborne debris. Testing per ASTM E1996, Standard Specification for Performance of Exterior Windows, Curtain Walls, Doors, and Impact Protective Systems Impacted by Windborne Debris in Hurricanes, consists of shooting a small or large missile at a product sample. Depending on the missile size a door can withstand, manufacturers may consider their hurricane-impact-resistant products as either modified or custom.
Blast mitigation
Like hurricane-impact-resistant doors, blast-mitigating doors may be designated as modified, but are most often considered custom, as blast load requirements are usually project-specific.
For high-security and high-risk building applications, entrance systems can be tested for compliance with:
- ASTM F1642, Standard Test Method for Glazing and Glazing Systems Subject to Airblast Loadings;
- U.S. General Services Administration/Interagency Security Committee (GSA/ISC) TS01-2003, Standard Test Method for Glazing and Window Systems Subject to Dynamic Overpressure Loadings;
- security design criteria; and
- U.S. Department of Defense Unified Facilities Criteria (DoD UFC) 4-010-01, Minimum Antiterrorism Standards for Buildings.
 [11]
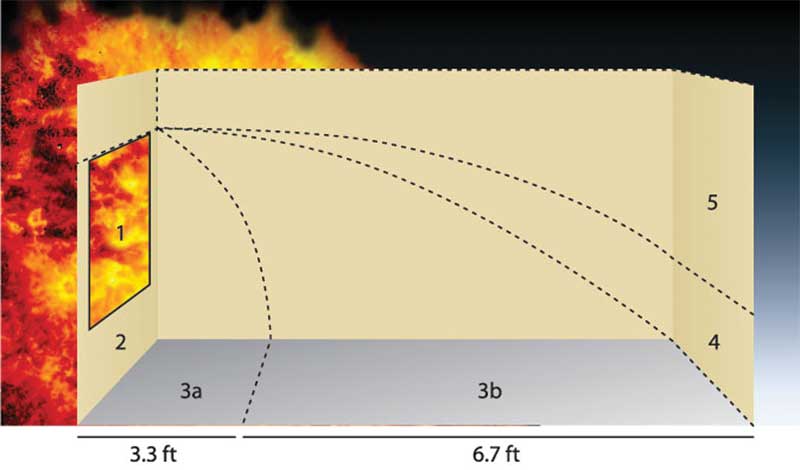
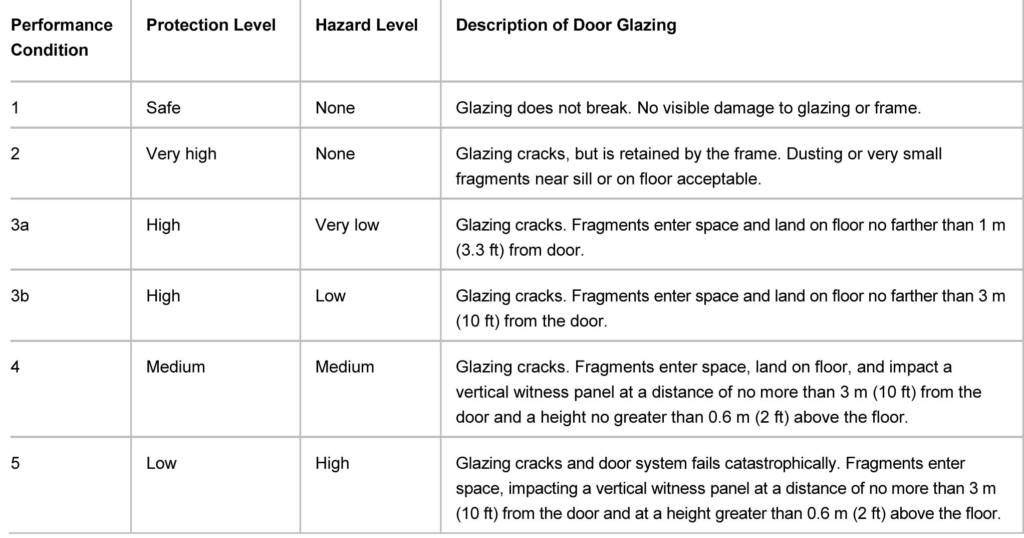
[11]To guide door selection, GSA/ISC TS01-2003 describes performance conditions by injury hazard classifications (Figure 2).
Forced entry
For some more common security considerations, modified and custom door products may also be specified to resist forced entry. AAMA 1304-02, Voluntary Specification for Forced Entry Resistance of Side-hinged Door Systems, details test methods for applying a 136-kg (300-lb) point load on the doorframe to try to create a 152.4-mm (6-in.) gap between the door and the frame.
Finish choices
For doors that withstand rigorous use and harsh environments, one should specify either:
- the highest-performing organic paint coating meeting AAMA 2605-13, Voluntary Specification, Performance Requirements, and Test Procedures for Superior Performing Organic Coatings on Aluminum Extrusions and Panels; or
- an anodize coating meeting AAMA 611-14, Voluntary Specification for Anodized Architectural Aluminum.
For maximum durability, anodized aluminum not only highlights the natural beauty of metal in clear and bronze tones, but also provides excellent wear and abrasion resistance with minimal maintenance. Anodizing resists the ravages of time, temperature, corrosion, humidity, and warping. Most anodized finishes are offered as part of the standard product selection.
When color choice is a priority, high-performance 70-percent polyvinylidene fluoride (PVDF) coatings offer nearly any conceivable hue while also shielding against weathering, pollution, and aging. The pricing for standard paint colors varies from equal to bronze anodize to five to seven percent higher. Non-standard and custom-matched colors increase the cost. Some manufacturers are also willing to provide a different color or finish type on the exterior of the frame than the interior.
Unsurprisingly, the most economically priced entrance systems are standard doors. Modified doors are moderately priced, and custom doors are the most expensive. Accounting for the door, frame, glass, and installation, a building owner’s purchase order for a single door can range from $900 for standard to $1200 for modified, or multiple thousands for a custom entrance.
Similarly, standard doors offer quicker lead times from when the order is placed to when it arrives on the jobsite for installation. With standard components and finishes, these doors may be ready for pickup or shipping in one to three days. Modified doors with non-standard components, finishes, and hardware may have lead times of two to four weeks, while custom doors can take six to eight weeks or longer to produce as specified.
Manufacturers’ warranties for aluminum entrance systems vary greatly. Professionals should be sure to review them carefully before specifying a product. Working with a dependable manufacturer early in the project will ensure the highest quality, reliable thermal performance, adherence to budget, and on-time delivery.
Jon O’Neil is a manufacturing engineer at Tubelite Inc., providing technical support on custom and standard aluminum doors and frames for commercial applications, as well as leading new product initiatives to meet clients’ future needs. He earned a bachelor of science in engineering from Western Michigan University. O’Neil can be reached at jo’neil@tubeliteinc.com[12].
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2017/05/MI_RivertownCrossings_2006_03_HR.jpg
- Study of the U.S. Market for Windows, Doors, and Skylights: http://pubstore.aamanet.org/pubstore/ProductResults.asp?cat=0&src=IMS
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2017/05/edit1-5.jpg
- www.aamanet.org/pages/brochures: http://www.aamanet.org/pages/brochures
- up almost 30 percent: http://www.aluminum.org/aluminum-advantage/aluminum-101
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2017/05/FFBlast-Graphic01_full.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2017/05/Fig1.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2017/05/ShearBlock.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2017/05/MI_BigRapidsHS_01_2006_01_HR.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2017/05/Fig2.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2017/05/FFStorm_ProjectileTest.jpg
- jo’neil@tubeliteinc.com: http://jo’neil@tubeliteinc.com
Source URL: https://www.constructionspecifier.com/considerations-for-standard-modified-and-custom-aluminum-doors/