Specifying floor finishes: Polished concrete topping slabs with radiant heating
by sadia_badhon | May 29, 2020 10:53 am
by Jared Brewe, PhD, PE, SE, Elizabeth Bales, and Matthew Johnson, PE
 [1]
[1]Increasingly, owners and architects are using exposed concrete slabs to provide an urban/industrial aesthetic in commercial and residential applications, while, in many cases, providing a medium for hydronic piping. Architecturally exposed concrete applications usually require some level of grinding and polishing to expose aggregates and achieve the desired finish. Frequently, architecturally exposed concrete slabs are achieved using topping slabs that allow greater flatness control, tighter tolerances, and various trades to complete work without disturbing final appearance.
Both structural and non-structural topping slabs can provide protection, increased durability, and/or improved strength/stiffness in addition to enhanced aesthetics. Considerations for topping slabs include flatness, levelness, placement, aggregate exposure, and stain or color. Further, multi-level residential applications can limit placement and finishing abilities because of tight spaces and/or vertical obstructions such as piping/conduit/HVAC shafts, and it typically happens on multiple concurrent levels where finish work may be occurring below placement and wet-curing.
For the purposes of this article, a topping slab is traditional concrete—Portland cement, coarse aggregate, fine aggregate, and water; certain additives may be included depending on application and ambient conditions at the time of placement to control cracking or to aid curing. This article does not address concrete-like finishes, including epoxies and resins.
 [2]
[2]Images courtesy Concrete Polishing Council
Managing expectations
For architecturally exposed slabs, particularly those where the owner or architect wishes to grind and/or polish to achieve a desired finish, there are additional considerations to traditional topping slabs typically intended only for protection, strength, and/or levelness. Early in the project, the entire team needs to establish consistent expectations for the final appearance. While the owner or designer may envision a specific finish, such as mirror-like gloss, no joints, and limited aggregate exposure, these expectations and requirements need to be specifically conveyed to the constructors so they can properly plan and budget. Decision-makers need to be aware of the additional costs of polished concrete finishes. Specific requirements to articulate include the extent of aggregate exposure and gloss levels. Designers also need to consider how concrete shrinkage will be accommodated and mitigated to achieve the architectural intent.
The Concrete Polishing Council (CPC) of the American Society of Concrete Contractors (ASCC) defines polished concrete as “the act of changing a concrete floor surface, with or without surface exposure of aggregate, to achieve a specified level of appearance.”
CPC established industry classifications for aggregate exposure and gloss for consistent application and expectations. These classifications, along with expectations for cracking, made up the aesthetic considerations for the authors’ topping slab.
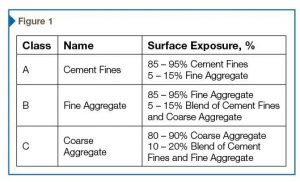
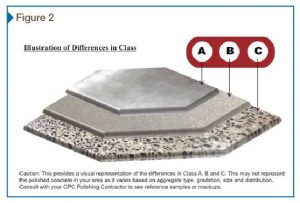
Aggregate exposure
In November 2017, CPC published a new polished concrete aggregate exposure chart. The CPC chart includes the class definitions shown in Figure 1 and Figure 2. CPC cautions the surface exposure depends on the concrete mix design and placing and finishing operations. Aggregate exposure is a subjective visual evaluation best achieved when all parties can review an existing polished surface or mockup and develop a consistent expectation of aggregate exposure.
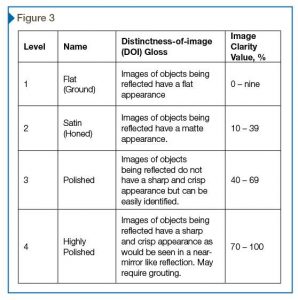
Gloss levels
Similar to the surface exposure chart, CPC also provides definitions for gloss levels, as shown in Figure 3. The distinctness-of-image (DOI) gloss represents the sharpness of reflection in a polished surface, sometimes called image clarity, and is measured by an image clarity meter in accordance with ASTM D5767, Standard Test Method for Instrumental Measurement of Distinctness-of-image (DOI) Gloss of Coated Surfaces. Polished surfaces should also be evaluated for haze, cloudiness, or milky appearance of reflection in a polished surface, with an index less than 10 measured by a glossmeter, that is in accordance with ASTM D4039, Standard Test Method for Reflection Haze of High-gloss Surfaces.
 [3]
[3]All in the name of shrinkage
Concrete shrinks. All parties are typically concerned with cracking, which happens when the naturally occurring shrinkage is restrained. There are construction approaches and materials to counteract or alleviate shrinkage, but concrete used for polished concrete slabs will shrink. Concrete shrinkage occurs due to moisture loss, either rapidly at early ages because of cement hydration and evaporation, or over time due to slab drying. Shrinkage causes a reduction in overall volume of the concrete, resulting in the development of stresses or strains, depending on the presence of restraint. Related to shrinkage is curling, which is the distortion of a slab in a curved shape due to differential shrinkage between the top and bottom of a slab. The job for specifiers is to provide details, materials, and construction procedures to mitigate the effects of shrinkage and the potential for curling. Shrinkage is minimized by shrinkage-reducing admixtures. Shrinkage-related cracking is mitigated by proper curing to develop early age concrete tensile strength and by providing reinforcement to reduce crack widths, once formed.
Design and specification considerations
 [4]
[4]The authors’ project necessitated a design topping thickness of 75 mm (3 in.) due to previously established floor-to-floor heights and the encasement of hydronic piping. Typical hydronic piping for a radiant heating system is 19 mm (3/4 in.) in diameter and usually requires a minimum of 50 mm (2 in.) of concrete cover to achieve even heat distribution on the walking surface. The design thickness of 75 mm is the minimum required to encase the hydronic tubing while providing enough space to encase reinforcement and offer clearance below and cover above. However, the 75-mm thickness of the topping slab made achieving the 50-mm minimum cover requirement for the radiant heat piping difficult because of conflict with the reinforcement. For this project the cover requirement on the radiant tubing was reduced to a minimum of 22 mm (7/8 in.). However, this could increase the potential development of hot spots.
Bonded versus unbonded
Concrete topping slabs fall under two categories: bonded and unbonded. Unbonded topping slabs function independently from the supporting base slab. They perform by accommodating volume changes through movement and slip relative to the base slab, and must be thick enough to withstand and transmit applied loads to the supporting base slab. Bonded topping slabs depend on the supporting base slab. Due to bond to the base slab, the topping slab must accommodate the same volume changes as the former. Bonded topping slabs resist applied loads compositely with the base slab. The selection of a bonded or unbonded topping slab is likely the most critical choice in the design process as subsequent considerations are dependent on this decision.
Limitations on the topping slab thickness can also dictate this decision. American Concrete Institute (ACI) 302.1R, Guide to Concrete Floor and Slab Construction, recommends a minimum thickness of 75 mm for unbonded toppings, which is needed to provide cover to reinforcement and minimize curling. Typically, bonded topping slabs are less than 50 mm thick and are used to provide overlays to establish a level floor on an uneven surface, or to supply additional protection for reinforcement embedded in the base slab.
Control joints
An unbonded topping slab often requires joints to relieve the development of shrinkage stresses. Contraction joints (often termed ‘control joints’) reduce the effective cross-section of the slab and provide locations that induce crack formation. Figure 6.6 of ACI 360R, Guide to Design of Slabs-on-ground, specifies a joint spacing of 4 m (12 ft) for a 100-mm (4-in.) slab. Extending the ACI 360R recommendations to the 75-mm slab would require control joints at less than 3 m (10 ft). Both ACI 302.1R and ACI 310R, Guide to Decorative Concrete, reference the joint spacing requirements in ACI 360R. The Decorative Concrete Council (DCC) Problems and Practice #5 specifies joints between 2 to 3 m (6 to 9 ft) for a 75-mm slab. Tighter control joint spacing results in narrower crack widths at each joint. Control joints also typically require filling to prevent accumulation of dirt and debris within the joint.
 [5]
[5]Photos courtesy Simpson Gumpertz & Heger, Inc.
A bonded topping slab only requires joints where the substrate has them because the topping slab will move and respond to volume changes in the same manner as the substrate to which it is bonded. Further, joints will be ineffective in controlling cracking because the topping slab is bonded to the substrate. In fact, joints in bonded toppings can worsen cracking, debonding, and curling since they increase the amount of edges and corners where bond stresses are highest. The author’s bonded topping slab is on an elevated structural slab without joints, thus eliminating jointing. Sometimes, bonded topping slabs on elevated structural slabs have joints at the negative moment regions to reflect any negative moment crack. Control joints can mitigate the randomness of crack propagation as a defined joint can be sealed or filled. The 75-mm thickness of the authors’ topping slab combined with architectural and contractor wishes for minimal control joints aided them in choosing a bonded topping slab over an unbonded one.
Reinforcement
Reinforcement will not prevent cracking; it will only control the width and spacing of cracks. Reinforcement needs to be coordinated with control joints, if used, to permit the latter to widen and provide shrinkage relief. Steel reinforcement in a 75-mm bonded slab will likely consist of #3 reinforcing bars or flat sheets of welded-wire-reinforcement (WWR). For jointless slabs, ACI 360R recommends a minimum reinforcing ratio of 0.5 percent—ACI 224R, Control of Cracking in Concrete Structures, recommends 0.6 percent—both ratios are greater than the minimum ratio (0.18 percent) for shrinkage and temperature that is required by ACI 318, Building Code Requirements for Structural Concrete and Commentary. Reinforcement designed to control cracking is most effective when placed in the upper third of the slab, as shrinkage cracking originates from the surface. In a 75-mm design thickness, the specified 50-mm cover over the radiant tubing would locate the reinforcement above the tubing.
For the authors’ topping slab, the contractor preferred to place the hydronic heating tubing on top and tie it to the reinforcement for ease of installation and damage protection during construction. In this method, the reinforcement must be placed close to the bottom of the topping and there should be limited cover between the tubing and the final surface. The lower placement of the reinforcement will result in greater cracking and/or wider cracks.
For a bonded topping on an elevated structural slab, supplemental reinforcement added to the base structural slab in regions of negative moment will help control the width of any cracks in the structural slab that reflect through the topping slab. Additional reinforcement in the topping may be insufficient to restrain negative moment cracking. With proper planning and coordination during design and construction, modifications to the size and spacing of the reinforcement within the base structural slab can help mitigate cracking of elevated concrete structural slabs. ACI 224R provides recommendations for the structural engineer to use to control cracking in two-way elevated slabs.
Substrate preparation
For an unbonded topping slab, surface preparation consists of a bond breaker installed between the substrate and the topping slab. Bond breakers are typically one or more layers of plastic sheet to allow free movement of the topping slab (note, although other options may exist, such as roofing felt, the authors have not seen a regular use of them). The available topping thickness of 75 mm cannot accommodate a layer of insulation between the topping and the base slab.
For a bonded topping slab, preparation of the base slab top surface is critical for successful topping slab construction. The topping requires a rough, open surface to provide strength to transfer stresses between the base and topping slabs. The rough surface can be created during base slab installation by brooming or raking the top surface, or by mechanical and abrasive methods such as sandblasting or shotblasting, just prior to topping installation. Bond was provided for the authors’ topping slab by raking the top surface of the substrate after placement. Bond tests were completed to ensure the raking method offered adequate bond.
In addition to properly roughening the substrate prior to installing a bonded topping slab, the substrate needs to be prepared to receive the topping concrete. Ideally, the substrate will be clean and saturated, surface-dry such that no water will be absorbed from the topping concrete nor any excess water added to the topping concrete. Additionally, if the placement occurs during hot or cold extremes, as happened for the authors’ project during a cold Chicago winter, pre-heating of the substrate is recommended to avoid thermal shock to the structural slab and topping concrete.
Concrete mix design
ACI 310R suggests a compressive strength of 27,579 kPa (4000 psi) or greater is suitable for polishing with a water-to-cementitious materials (w/cm) ratio between 0.38 and 0.45 for workable and durable concrete. Air entrainment is unrequired if the slab will not be exposed to freezing and thawing cycles once the building is complete. Further, air entrainment should not be used in a slab to receive a hard trowel finish due to the risk of blistering.
 [6]
[6]Lower w/cm ratios result in more stable color between batches, increased durability, and reduced shrinkage. Lower w/cm ratios and non-air-entrained concrete typically result in higher compressive strengths. The mix design should contain the largest possible portion of aggregates to minimize the cement paste content and reduce shrinkage. Supplementary cementitious materials can improve hardened concrete properties but may affect color and plastic properties. Most supplementary cementitious materials also slow the strength development of concrete compared to cement alone. Slower strength development can result in increased cracking if they result in shrinkage stresses developing faster than concrete tensile strength.
The clear distance between the substrate and the embedded hydronic tubing or reinforcement restricts the maximum aggregate size permitted in the concrete. The maximum aggregate should be limited to 3/4 of this dimension.
For a given concrete mixture, the total ultimate concrete shrinkage strain is the same for all types of topping slab thicknesses, but the duration to achieve that ultimate shrinkage is longer for thicker slabs. The use of a shrinkage-reducing admixture in the concrete mix can reduce the shrinkage strains that could develop in the topping slab. Instrumented tests of mixes with shrinkage-reducing admixtures find they can significantly reduce the early age shrinkage by up to 50 percent and the long-term shrinkage by 25 to 30 percent. Reduced shrinkage significantly lowers bond stress demands on a bonded topping interface. The author recommends that a concrete mixture with less than 0.04 percent shrinkage when tested according to ASTM C157, Standard Test Method for Length Change of Hardened Hydraulic-cement Mortar and Concrete, modified by a seven-day wet-curing period.
Slab configuration
Shrinkage and other internal tensile stresses vary with the plan configuration of the topping, with irregular shapes creating several areas of stress concentrations. There is also a higher risk of cracking at re-entrant corners, long narrow areas, and localized stress concentrations developing from penetrations and embedded items (such as electrical boxes). Minimizing these items will help reduce the risk of cracking associated with stress concentrations. Additional localized reinforcement could also minimize the width of any cracks that may form.
For unbonded concrete topping slabs, successful performance depends on the slab’s ability to freely move and respond to the development of internal tensile stresses. Control joint layout and additional reinforcement are the primary methods to minimize restraint cracking for these slabs.
For bonded topping slabs, additional protection against debonding may be warranted in these irregular plan areas causing restraint. Supplemental dowels or pins into the substrate at edges and corners can be used to provide a mechanical supplement to bond strength (especially at early ages) to prevent debonding and curling.
Finishing
Depending on the desired surface finish, the required floor flatness (FF) may be a critical consideration for designers to specify and contractors to consider. FF is measured according to ASTM E1155, Standard Test Method for Determining FF Floor Flatness and FL Floor Levelness Numbers, and higher requirements demand greater care and construction controls from the contractor. ACI 310R recommends an overall minimum FF of 50 with a local minimum of 45 to minimize aggregate exposure in polished concrete. ACI 310R also notes an overall FF less than 40 will likely result in localized aggregate exposure at high points. In the authors’ project, through-topping penetrations, deflections of the supporting elevated structural slab, and obstructions from interior walls and columns prevented use of sophisticated tools such as laser screeds to provide higher flatness. The project achieved a typical FF of approximately 35, resulting in localized uneven surface finish and aggregate exposure.
Curing
Curing the freshly placed concrete is critical to minimize the cracking potential due to shrinkage of both bonded and unbonded topping slabs. Proper curing will minimize early age shrinkage, delay drying shrinkage, and promote development of bond and tensile strength of concrete. Portland Cement Association’s (PCA’s) Design and Control of Concrete Mixtures notes “concrete wet cured for seven days has less shrinkage because of drying and autogenous effects than concrete that had no water curing” and emphasizes the importance of early wet curing. The authors prefer to specify a wet cure of topping slabs for a minimum of seven days. This wet cure must be completely saturated and drying or evaporation from the exposed surface of the topping concrete should be prevented. The contractor for the authors’ project preferred to use wet blankets to avoid the leakage of excessive water through penetrations onto curing topping slabs below. A membrane forming curing compound for the topping slab was not considered to prevent any undesirable issues with future polishing or applications of densifiers or penetrating sealers.
 [7]
[7]Slab protection during construction
For residential, office, and other project types primarily intended for occupancy, installation of interior partition walls and finishes is more economical after the topping slab is installed and the initial steps of polishing are performed. As subsequent construction activities could potentially damage a partially polished surface, protection of the surface is needed. While it is not within the designer’s role to specify the methods of protection, they should include requirements that any partially polished concrete slab is protected. For industrial polished slabs or other applications where aesthetics is less crucial, this step is not needed.
Coordination and execution
Just as the owners/designers and the constructors need to coordinate and manage final aesthetic expectations, the project design team needs to coordinate and manage roles and responsibility for a topping slab.
Who specifies what?
From the authors’ experience, topping slab responsibility is often blurred between design disciplines, contractors, and subcontractors and they do not receive the attention they need. The architect is typically concerned with the final surface appearance and specification of the amount of aggregate exposure and gloss, but less worried about material and execution requirements. The structural engineer’s scope only includes structural elements, and not non-structural finishes like polished topping slabs. The mechanical, electrical, plumbing (MEP) engineer who specifies the radiant systems, if applicable, does not have the requisite knowledge or expertise to specify either the finish or the materials and execution. For projects planning to incorporate a polished concrete topping slab, the architect and engineers should clearly communicate design responsibility early in the project and work to develop a completed specification for the contractor to execute.
Should mockups be used?
Mockups are needed to bring all decision-making parties together to determine and evaluate common acceptance criteria for the final appearance of the polished concrete. Further, when project constraints dictate use of a bonded concrete topping slab, installation of reinforcement or radiant tubing, through-topping penetrations, or use of sawcut or tooled joints, each of these elements should be incorporated into a project-specific mockup for the design team, architect, and engineer to work with the contractor to establish appropriate methods. Ideally, this slab would incorporate materials planned for use in the project and would be polished and retained during the project for future reference.
Conclusion
Topping slabs are not new to the construction industry, but their use as an aesthetic element and as a medium to house hydronic heating and cooling is new and increasing. Allied trades in the commercial and the residential market do not necessarily have the experience of the trades in the industrial market. Additionally, the equipment typically used in industrial applications is not sized to achieve the same finish result where there are more vertical interruptions such as piping, conduit, and HVAC. Accordingly, a topping slab will be at a premium rate until the industry expands education to non-industrial trades and traditional commercial and residential construction trades have access to project-specific equipment.
![]() [8]Jared Brewe, PhD, PE, SE, is a senior project manager with Simpson Gumpertz & Heger in Chicago, Illinois, specializing in the design, evaluation, and rehabilitation of reinforced and prestressed concrete structures. He is a member of numerous American Concrete Institute (ACI) and Precast/Prestressed Concrete Institute (PCI) committees. Brewe has a PhD in civil engineering from Missouri University of Science and Technology in Rolla, Missouri. He can be reached at jebrewe@sgh.com[9].
[8]Jared Brewe, PhD, PE, SE, is a senior project manager with Simpson Gumpertz & Heger in Chicago, Illinois, specializing in the design, evaluation, and rehabilitation of reinforced and prestressed concrete structures. He is a member of numerous American Concrete Institute (ACI) and Precast/Prestressed Concrete Institute (PCI) committees. Brewe has a PhD in civil engineering from Missouri University of Science and Technology in Rolla, Missouri. He can be reached at jebrewe@sgh.com[9].
 [10]Elizabeth Bales is a project consultant at Simpson Gumpertz & Heger’s Chicago office. Since joining Simpson Gumpertz & Heger, she has worked on the structural analysis and design of a new, 10-story concrete condo building in Chicago. She has assisted in several investigation projects including precast concrete railroad ties experiencing material degradation, and a structural steel building experiencing excessive deflections and vibrations. Her experience also includes analysis and design of residential and commercial feature staircases. Before joining SGH, Bales earned her M.S. in structural engineering and B.S. in architectural engineering from Virginia Tech and the University of Wyoming, respectively. She can be reached via e-mail at erbales@sgh.com[11].
[10]Elizabeth Bales is a project consultant at Simpson Gumpertz & Heger’s Chicago office. Since joining Simpson Gumpertz & Heger, she has worked on the structural analysis and design of a new, 10-story concrete condo building in Chicago. She has assisted in several investigation projects including precast concrete railroad ties experiencing material degradation, and a structural steel building experiencing excessive deflections and vibrations. Her experience also includes analysis and design of residential and commercial feature staircases. Before joining SGH, Bales earned her M.S. in structural engineering and B.S. in architectural engineering from Virginia Tech and the University of Wyoming, respectively. She can be reached via e-mail at erbales@sgh.com[11].
![]() [12]Matthew Johnson, PE, brings a multidisciplinary approach to design and construction, combining a passion for innovation with a focus on value and client results. He is the structural engineering division head for Simpson Gumpertz & Heger’s Chicago office, leading a diverse team that designs, investigates, and rehabilitates buildings and infrastructure, structurally complex building enclosures, and non-traditional structures; including complex concrete formwork, structural steel construction, and temporary structures. He can be reached via e-mail at mhjohnson@sgh.com[13].
[12]Matthew Johnson, PE, brings a multidisciplinary approach to design and construction, combining a passion for innovation with a focus on value and client results. He is the structural engineering division head for Simpson Gumpertz & Heger’s Chicago office, leading a diverse team that designs, investigates, and rehabilitates buildings and infrastructure, structurally complex building enclosures, and non-traditional structures; including complex concrete formwork, structural steel construction, and temporary structures. He can be reached via e-mail at mhjohnson@sgh.com[13].
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2020/05/5-Closing-Photo.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2020/05/Figure1.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2020/05/Figure2.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2020/05/Figure3.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2020/05/1-Intro-Photo.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2020/05/2-Radiant-Tubing.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2020/05/4-Surface-Defects.jpg
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2020/05/JBrewe.jpg
- jebrewe@sgh.com: mailto:jebrewe@sgh.com
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2020/05/EBales.jpg
- erbales@sgh.com: mailto:erbales@sgh.com
- [Image]: https://www.constructionspecifier.com/wp-content/uploads/2020/05/MJohnson.jpg
- mhjohnson@sgh.com: mailto:mhjohnson@sgh.com
Source URL: https://www.constructionspecifier.com/specifying-floor-finishes-polished-concrete-topping-slabs-with-radiant-heating/