EQ Coatings: Dispelling misconceptions through facts

Misconception No. 2: EQ coating is a paint or primer.
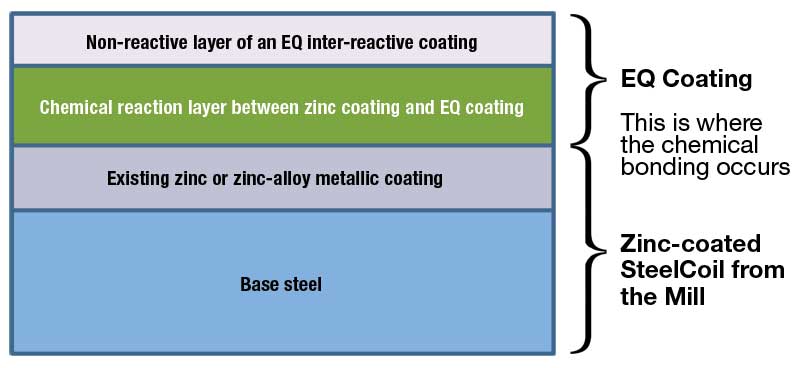
Paints and primers lay on the surface of the steel and can peel or blister off. EQ coatings are not paints or primers. Rather, they form a permanent bond with the zinc-coated substrate. The bonded coating cannot be peeled off or separated from the zinc-coated steel substrate. Additionally, EQ coatings maintain their integrity when scratched, cut, drilled, or punched—commonly occurring conditions on a jobsite. This is because the combined coating offers both barrier protection (i.e. sealing off the steel substrate from moisture) and sacrificial protection (i.e. zinc in the coating sacrifices itself to keep the steel substrate from rusting). Painted coatings do not provide these additional levels of protection.
EQ coatings are not applied like paints and primers. Instead, they are applied to zinc-coated steel sheets through a precision, digitally controlled reverse-roll coating process. This reverse-roll coating process ensures complete immersion of the steel sheet in the EQ coating and ensures full coverage across the width of the coil so there are not any coating ‘skips’ or uncoated spots. The application process results in a chemical reaction that permanently bonds the EQ coating to the zinc-coated substrate. It also causes the EQ coating to penetrate and fill any cracks and voids in the existing zinc-coated substrate. This seals off the zinc layer and the carbon steel base metal beneath it to prevent formation of an oxide or rust layer. The steel is then cured at an elevated temperature to ensure completion of the bonding process.
Misconception No. 3: EQ coatings do not meet the corrosion performance of G40.
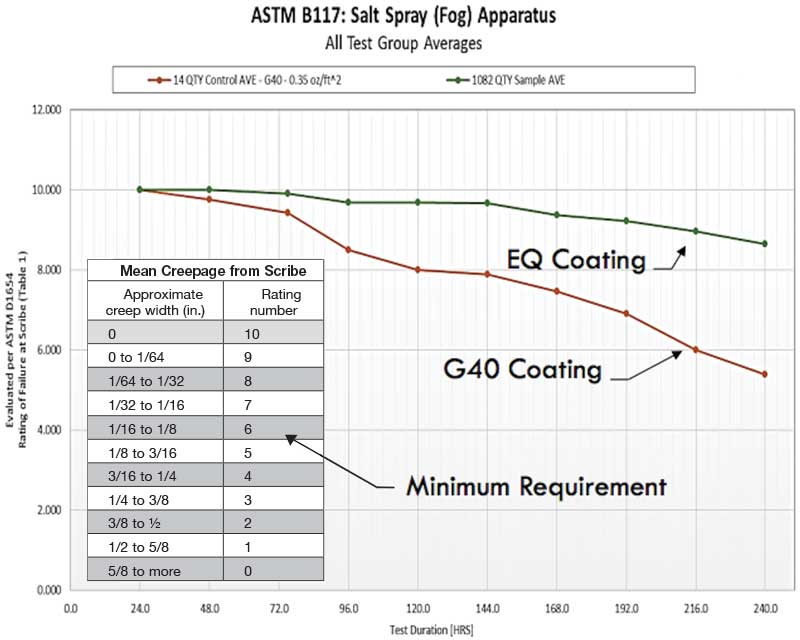
Extensive accelerated salt-spray testing in International Accreditation Service (IAS)-certified chambers shows EQ coatings provide corrosion protection equivalent to, or better than, a G40 coating. This testing was conducted in accordance with ASTM A1004, Standard Practice for Establishing Conformance to the Minimum Expected Corrosion Characteristics of Metallic, Painted-metallic, and Nonmetallic-coated Steel Sheet Intended for Use as Cold-formed Framing Members, and ASTM B117, Standard Practice for Operating Salt Spray (Fog) Apparatus.(ASTM A1004 sets forth the practice to be used
in assessing the corrosion resistance of different coatings. It mandates an ASTM B117 salt-spray
test be used for that purpose).
In an accelerated salt fog test, specimens are placed in a sealed chamber into which a fog of heated salt-infused vapor is introduced. The temperature, humidity, salt solution mixture, and water used are all specified and controlled. Testing is monitored at 24-hour intervals and samples are examined for corrosion once per day. The chamber is only opened for inspection and recording of the condition of the specimens.
ASTM A1003, Standard Specification for Steel Sheet, Carbon, Metallic- and Nonmetallic-coated for Cold-formed Framing Members, sets a 75-hour minimum duration for the test. A coating passes the test if it does not lose more than 10 percent of its coating after 75 hours. This criteria is used in the A1004 testing procedure as the pass/fail criteria. It is strictly an hourly requirement.
However, there is a more definitive way of proving equivalent corrosion protection. By utilizing the B117 testing procedure in a head-to-head (side-by-side) comparison of G40- and EQ-coated specimens, the most definitive determination of equivalent corrosion protection is demonstrated. The testing runs continuously until there is failure of the G40-coated specimen. If the EQ-coated specimen outlasts it, then it is a clear demonstration of equivalent corrosion protection.
There has been much discussion recently regarding how long a G40 coating will survive in a B117 salt-spray test procedure before it meets the failure criteria. The Steel Framing Industry Association (SFIA)—the largest industry association of stakeholders in the cold-formed steel industry—has conducted a joint testing program with Architectural Testing Inc. (ATI) to determine how long a G40 coating could be expected to survive the B117 test. It was determined 96 hours was the most realistic expectation. This was based on steel samples tested without any additional oils, Chemtreat, or other forms of passivation protection commonly applied to prolong the time to failure.
When EQ coatings have been tested against G40 samples with additional passivation, such as a chromium passivation, it has been observed that on average, the G40 samples begin failing at 120 hours of exposure to salt spray, and rapidly reach the 10 percent surface rust failure threshold at 220 hours. In comparison, samples with an EQ coating typically never reach above three percent surface rust, even after 240 hours of testing.
Further, when the same group of specimens are tested with a scribe that cuts through their coating down to the base steel, the EQ coating was shown in this particular test to outperform the G40. This is determined by measuring the amount of creep that occurs where the coating was scratched.
The requirement of ASTM A1003 is to achieve a ‘6’ rating on a scale of 10, with 10 being the most desired rating. While the G40 specimens fail at the ‘6’ rating, the EQ-coated specimens achieved a ‘9.5’ rating. This scribe test shows the EQ coatings are bonded and not painted onto the surface.
Manufacturers of EQ coatings are also able to demonstrate their equivalent to a G40 coating by obtaining a code compliance report issued by an independent American National Standards Institute (ANSI)-accredited International Organization for Standardization (ISO) Guide 65 agency, as well as having their testing performed at an IAS-accredited laboratory. The publication of this third-party report will offer further validation the EQ-coated steel stud meets the requirements of industry-approved codes.
Sign up for our weekly newsletter
Architectural materials and methods delivered right to your inbox
- CSI News & Notes: CSI’s impact earns official recognition; celebrate leaders, mentors, and innovators; and more
- CSI News and Notes: CSI spring certification exams open; scholarships available; and more
- CSI News & Notes: CSI MSR heading to San Diego; spring certification exams open; and more
- To Be Specific: Why CDT Should Be Your First Move
- CSI News & Notes: CSI Fellows share member benefits; and a New Year’s Resolution to keep


Read the Latest Issue
